Зборачная машына для пластыкавых пульверызатараў звычайна складаецца са шматлікіх станцый, кожная з якіх выконвае асобную задачу ў працэсе зборкі. Вось агляд таго, як працуе такая машына:

Ліццё пластмас: Асноўныя кампаненты спускавога распыляльніка, напрыклад, кантэйнер, трыгер, і насадка, спачатку ствараюцца з дапамогай ліцця пластыка пад ціскам або выдувом. Гэтыя кампаненты вырабляюцца ў вялікіх колькасцях і пастаўляюцца ў зборачную машыну.
Фармованыя кампаненты аўтаматычна падаюцца ў зборачную машыну з дапамогай вібрацыйных кармоў, канвееры, або рабатызаваных сістэм падбору і размяшчэння. Яны гарантуюць правільнае размяшчэнне кампанентаў перад зборкай.

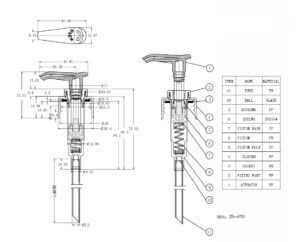
Зборачныя станцыі: Зборачная машына мае некалькі станцый, дзе кампаненты збіраюцца і збіраюцца. Гэтыя станцыі могуць уключаць: а. Загрузка бутэлек: Пластыкавыя бутэлькі перадаюцца на канвеер або прыстасаванне. б. Устаўка трыгера: Устаўце спускавы механізм у горлышко бутэлькі і зафіксуйце яго. в. Асадка ў зборы: Кампаненты асадкі, уключаючы віхравую камеру, вечка сопла, і пракладкі, ўсталёўваюцца на ўдарна-спускавы механізм. d. Абцісканне / стаўкі: Ударна-спускавы механізм абціснуты або прымацаваны да горлышка бутэлькі для стварэння надзейнага і герметычнага злучэння. д. Дадатковыя кампаненты: У залежнасці ад канструкцыі, апускальныя трубкі, фільтры, або вечкі могуць быць дададзены на розных станцыях.
Праверка якасці: Пасля зборкі, гатовыя распыляльнікі могуць праходзіць праз станцыі кантролю якасці, напрыклад, праверка на герметычнасць, праверкі памераў, або візуальны агляд, каб пераканацца, што яны адпавядаюць стандартам.
Разгрузка і ўпакоўка: Пасля таго, як пабудаваны і правераны, пускавыя распыляльнікі здымаюцца з машыны і пакуюць для адпраўкі або далейшай апрацоўкі, напрыклад, напаўненне неабходнай вадкасцю.
Увесь працэс зборкі моцна аўтаматызаваны, з рабатызаванымі рукамі, канвеерныя стужкі, і станцыі дакладных інструментаў, якія працуюць у тандэме для забеспячэння эфектыўнай і паслядоўнай зборкі. Машына прызначана для апрацоўкі вялікіх аб'ёмаў вытворчасці пры захаванні якасці і мінімізацыі патрэбы ў ручной працы.